

力华动态
感应加热您现在的位置:威尼斯wns8885556 > 感应加热
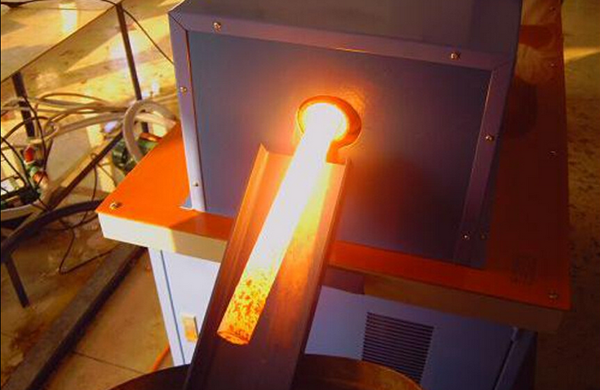
高频感应加热设备概述,能使金属物瞬间加热到所需的任何温度,包括熔点;不需要像其它加热方式一样,先产生高温,再加热被加热的金属物,能直接在金属物中产生高温;不仅能整体加热金属物,还能有选择地局部加热每一部分;这是一场加热革命,也是一场电能加热,但比电炉、电烘等节能40%:这是一种感应加热技术,具有高频和中频的强大优势。

高频感应加热设备的操作规程
(1)操作高频设备必须有两人以上,并指定操作负责人。穿上绝缘鞋,绝缘手套和其他有规定的保护装置。
(2)操编辑必须熟悉高频设备的操作规程,开机前应检查设备冷却系统是否正常,正常后方可供电,并严格按照操作规程操作。
(3)工作前应关闭所有门,门应安装电气联锁装置,以确保门不关闭前不能输电。高压关闭后,不得随意到达机器后移动,严禁打开机门。
(4)工件应去除毛刺、铁屑和油污,否则在加热过程中容易接触传感器线路。弧光不仅会损坏视力,还会损坏传感器和设备。
(5)高频设备应保持清洁、干燥、无灰尘,工作中发现异常现象时,应先切断高压电源,再检查故障排除。高频设备必须有专人维修。打开门后,先用电棒放电阳极、栅极、电容器等。,然后开始维护。严禁带电维修。
(6)淬火机床的使用应遵守电气、机械和液压传动的安全规程。移动淬火机床时,应防止倾倒。

如何选择感应加热设备的频率?根据输出频率的不同,感应加热装置大致可分为:超音频感应加热装置、高频感应加热装置、中频感应加热装置等。不同的加热工艺需要不同的频率。频率选择正确,不能满足加热要求。举例来说,加热时间慢,工作效率低,加热不均匀,温度不合格,工件易损坏。正确选择频率,首先要了解产品的加热技术要求,大致有几种情况。

工件透热,如紧固件、标准间、汽车零部件、五金工具、麻花钻热轧等,工件直径越大,频率越低。φ4mm以下适用于高频(100-500KHz),φ4-16mm适用于高频(50-100KHz),φ16-40mm适用于超音频(10-50KHz),φ40mm以上适用于中频(0.5-10KHz)。淬火层0.2-0.8mm适用于100-250KHz高频,0-1.5mm适用于40-50KHz高频,超音11.5-2mm适用于20-25KHz超音频,2.0-3.0mm适用于2.5-4KHz中频。
上一条:齿淬高频淬火齿轮淬火机床有哪些类型
下一条:固态高频钎焊机的使用步骤及注意事项
相关资讯
-

焊缝加热用固态高频感应加热线圈的配置
2018-12-11力华机械固态高频感应加热设备精准控温,分段连续淬火,个性化定制,厂家直销,全自动无人化!下面让大家看看固态高频感应加热设备的感应加热线圈的配置是怎样的!
-

中频感应加热设备-焊缝加热温度的测量与调控
2018-12-11中频感应加热设备毋须先预热,非接触式加热,免费打样,节能省电30%,终身维护!
-

高频感应加热机-焊缝加热温度的调节与控制
2018-12-11高频感应加热机支撑现场试机,1机多用,占地不足1㎡,1天学会操作,没有热辐射!如此有特色的高频感应加热机他的焊缝加热温度的调节与控制是怎样的?
-
全固态高频感应加热-焊管焊缝区内外表面温差的调控
2018-12-11全固态高频感应加热设备,快速上手,一键式自动化操作设备,无需任何操作经验!
-

超高频感应加热设备-焊缝区加热温度的控制
2018-12-11超高频感应加热设备-力华机械,配置数控自动化,一人操作三台设备,节省人工成本,提高生产效率!
 扫一扫领取5元红包!
扫一扫领取5元红包!